咨询热线
137-7107-9858

咨询热线
137-7107-9858
联系人:李经理
手机:13771079858(微信同号)
座机:0510-83851630
传真:0510-83851630
QQ:337654812
邮箱:337654812@qq.com
网址:www.jsdbxg.cn
地址:无锡市东方钢材城
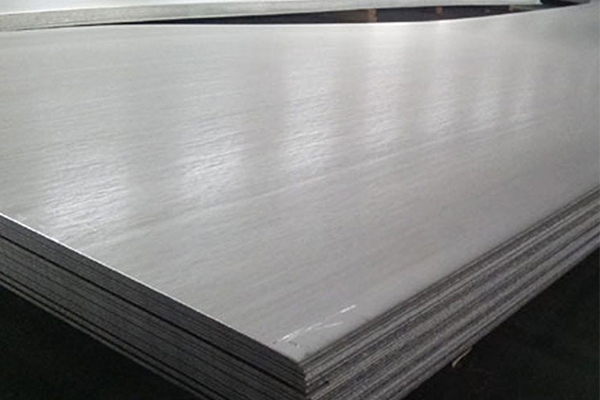
不锈钢指耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀的钢,又称不锈耐酸钢。不锈钢拉丝就是不锈钢外表象丝状的纹路,这只是不锈钢的一种加工工艺。外表是亚光的,仔细看上面有一丝一丝的纹路,但是摸不出来.比一般亮面的不锈钢耐磨,看起来更上档次一些。
无锡锦盛鼎金属制品有限公司来介绍下拉丝不锈钢板的操作工艺。
1、拉丝不锈钢板的工艺流程
施工准备→放样→下料→焊接装置→打磨→焊缝查看→抛光。
2、拉丝不锈钢板的首要施工方法:
⑴、施工前应先进行现场放样,并准确计算出各种杆件的长度。
⑵、按照防护网的长度准确进行下料,其构件下料长度答应误差为1mm。
⑶、挑选合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
⑷、脱脂去污处理:焊前查看坡口、拼装间隙是否符合要求,定位焊是否结实,焊缝周围不得有油污。不然应挑选三氯代乙烯、苯、汽油、中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属外表后再进行焊接。
⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应结实,焊缝应丰满,焊缝金属外表的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
⑹、杆件焊接拼装完成后,关于无显着凹痕或凸出较大焊珠的焊缝,可直接进行抛光。关于有凹凸渣滓或较大焊珠的焊缝则应用角磨机进行打磨,磨平后再进行抛光。抛光后有必要使外观光亮、平顺、无显着的焊接痕迹。

拉丝不锈钢板的质量标准:
1、一切构件下料应保证准确,构件长度答应误差为1mm。
2、构件下料前有必要查看是否平直,不然有必要矫直。
3、焊接时焊条或焊丝应选用适合于所焊接的材料的品种,且应有出厂合格证。
4、焊接时构件有必要放置的方位准确。
5、焊接时构件之间的焊点应结实,焊缝应丰满,焊缝外表的焊波应均匀,不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。
6、焊接完成后,应将焊渣敲净。
7、构件焊接拼装完成后,应恰当用手持机具磨平缓抛光,使外观平顺光亮。
拉丝不锈钢板的应注意的质量问题:
1、尺度超出答应误差:对焊缝长宽、宽度、厚度缺乏,偏移,弯折等误差,应严格控制焊接部位的相对方位尺度,合格后方准焊接,焊接时精心操作。
2、焊缝裂纹:为避免裂纹发生,应挑选适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不答应搬动、敲击焊件。
3、外表气孔:焊接部位有必要刷洗干净,焊接过程中挑选恰当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
以上就是关于拉丝不锈钢质量标准相关内容,希望能给您带来帮助。